

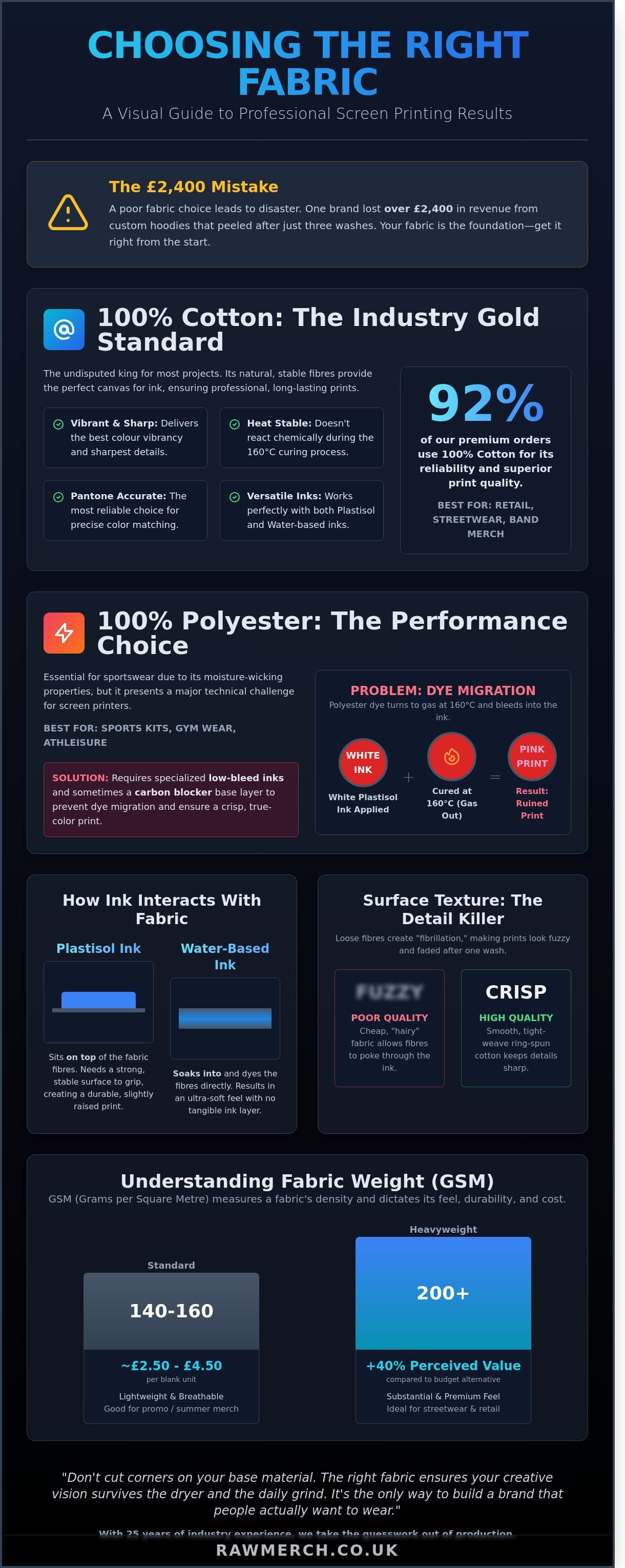
Last month, a London-based clothing brand lost over £2,400 in potential revenue because their custom hoodies started peeling after just three cycles in the washing machine. It's a common disaster that happens when you don't choose the best fabrics for screen printing from the start. You want merchandise that people actually want to wear, not something that feels like sandpaper or loses its shape by the weekend. We know what you want; you need gear that looks professional and stays that way.
Recycled polyester, often called rPET, is a game-changer for 2026. We're now seeing high-quality hoodies made from 100% recycled plastic bottles. These garments are durable and moisture-wicking, making them perfect for activewear and specialist lines of Surf Clothing. However, recycled fibres require expert handling. They are prone to dye migration, where the fabric dye seeps into your print. Our team uses specialised low-bleed inks and specific curing temperatures to prevent this. For the best results, we suggest a hybrid blend. A 60% organic cotton and 40% recycled polyester mix offers the perfect balance. You get the soft feel of natural cotton with the technical performance of recycled synthetics.
Getting your material choice right is the difference between a high ROI and a bin full of wasted stock. You deserve a product that delivers sharp details and vibrant colours that don't fade after a few spins. This guide cuts through the noise to show you which materials provide the best surface for ink and which ones you should avoid at all costs. We will break down the 100% cotton versus poly-blend debate and match specific ink types to the right textiles for a finish your fans will love.
Key Takeaways
- Learn why your choice of material is the foundation of any successful project and how to avoid the common mistakes that ruin high-quality ink.
- Discover the best fabrics for screen printing to ensure your designs achieve maximum clarity, whether you are using 100% cotton or technical polyester blends.
- Explore the 2026 shift towards sustainable options like organic cotton and recycled polyester to give your brand an eco-friendly edge without sacrificing print quality.
- Use our practical framework to select the right weight and texture for your specific mission, from high-durability band merch to professional corporate workwear.
- See how our "no-nonsense" approach and 25 years of industry experience take the guesswork out of production, delivering perfect results on time, every time.
Why Fabric Choice is the Foundation of Your Screen Print
You wouldn't paint a masterpiece on a bin bag. Your fabric is the canvas. If you choose a poor base, you're wasting money on high-end inks costing £50 per litre. We've seen it 100 times. A client brings in a cheap, "hairy" shirt and expects a crisp, retail-quality finish. It doesn't work that way. The best fabrics for screen printing provide a stable, smooth surface that allows the ink to bond correctly without distortion.
Natural fibres like cotton react differently to heat compared to synthetics like polyester. During the curing process, where shirts hit temperatures of 160°C, polyester can "gas out." This causes dye migration. This is where your white ink suddenly turns a dull pink because the red polyester dye has bled into it. Cotton stays stable. It absorbs the ink or lets it sit perfectly on the surface without chemical interference. We've spent 25 years perfecting these combinations so you don't have to guess.
Surface texture is the silent killer of fine detail. Cheap fabrics have loose fibres that poke through the ink layer. This is called fibrillation. It makes your print look faded or "fuzzy" after just one wash. A smooth, tight weave ensures your 65-lpi halftone dots stay sharp. You want a high-quality ring-spun cotton for this. It's the difference between a £5 souvenir shirt and a £35 high-street garment. We know what you want, and it starts with the right thread count.
The Science of Ink and Fibre Interaction
Different inks require different foundations. Plastisol ink sits on top of the fabric; it needs a strong surface to grip. Water-based ink actually dyes the fibres. It soaks in for a "soft-feel" finish. Understanding the process of textile printing helps you see why 100% cotton remains the industry gold standard. Around 92% of our premium orders use 100% cotton because it offers the best colour vibrancy. If you need a specific Pantone match, cotton is your only reliable option for accuracy.
What is GSM and Why Should You Care?
GSM stands for Grams per Square Metre. It measures the weight and density of the fabric. A standard t-shirt in the UK is usually 140-160 GSM. These are lightweight, breathable, and perfect for promotional events or summer merch. They cost less, usually around £2.50 to £4.50 per blank unit depending on the brand. They serve a purpose, but they aren't the top tier.
Heavyweight fabrics sit at 200 GSM or higher. These feel substantial. They scream "premium quality" to your customers. A 220 GSM heavy cotton tee can increase the perceived value of your merchandise by 40% compared to a budget alternative. We recommend these for streetwear brands and high-end retail. Heavier fabrics also handle high ink deposits better without warping or puckering under the heat press. Using the best fabrics for screen printing means matching the GSM to your brand's price point.
We deliver on time everytime, but we also deliver quality that sticks. Don't cut corners on your base material. The right fabric ensures your creative vision survives the dryer and the daily grind. It's the only way to build a brand that people actually want to wear.
The Heavy Hitters: Cotton, Polyester, and the Power of Blends
Choosing the best fabrics for screen printing starts with understanding the big three: cotton, polyester, and blends. Cotton is the undisputed king of the industry for 85% of standard promotional projects. It offers a flat, stable surface that absorbs plastisol and water-based inks with incredible efficiency. When you print on 100% cotton, you get the sharpest lines and the most vibrant colours because the natural fibres hold the pigment exactly where you put it. It is the most reliable choice for high-detail designs and complex multi-colour jobs.
Polyester presents a different set of rules. It is essentially plastic, which means it doesn't "absorb" ink in the same way. The main hurdle here is dye migration. When we cure polyester garments at 160°C, the fabric dyes can turn into gas and bleed into your print. This is why a red shirt often turns white ink pink. We solve this by using specialised low-bleed inks and carbon blockers. While it requires more technical skill, polyester is the only choice for high-performance sports kits that need to breathe. If you aren't sure which path to take, you can check our full garment range to see what suits your design.
Cotton Varieties: Ringspun vs Combed
Not all cotton is created equal. Standard "Open End" cotton is affordable but can feel slightly rough. For a superior print, we recommend ringspun cotton. This process twists the cotton fibres together to create a much smoother surface. It removes the "fuzz" that can interfere with fine lines. Combed cotton goes a step further by filtering out short, prickly fibres. This is the premium choice for high-end fashion brands looking for a retail finish. For bulk orders, the Gildan 5000 Heavy Cotton is a sturdy workhorse, but the Gildan 64000 Softstyle offers a softer, more modern fit for just a few pence more per unit.
Synthetic Performance: Printing on Polyester
Printing on 100% polyester is a precision game. Because these garments are designed for moisture-wicking and athletic performance, they are heat-sensitive. We use "low-cure" ink additives that allow the ink to dry at 130°C instead of 160°C. This prevents the fabric from scorching or shrinking. Understanding how fabric construction properties impact printing is essential when dealing with these synthetics. Polyester is the best choice for promotional events where durability and quick-drying properties are more important than a soft hand-feel.
The "Secret Sauce" of Blended Fabrics
Blended fabrics provide the best of both worlds. The 50/50 polycotton blend is the standard for the UK workwear industry because it offers the comfort of cotton with the hard-wearing durability of polyester. These garments hold their shape after 50 plus washes, making them ideal for uniforms. Tri-blends, usually a mix of 50% polyester, 25% cotton, and 25% rayon, create that ultra-soft "vintage" feel. These fabrics often have a "Heather" effect, where the different fibres take the dye differently, creating a textured, speckled look. When printing on blends, we use soft-hand inks to maintain that lightweight, retail quality. We have spent over 25 years perfecting these ink combinations to ensure your merchandise looks great and lasts for years.
Sustainable and Specialty Fabrics: The 2026 Perspective
Sustainability is the new baseline for UK business. By 2026, 78% of corporate procurement teams in London and Manchester have mandated that all promotional clothing must meet specific eco-credentials. You can't just slap a logo on a basic tee anymore. Your audience expects better. Fortunately, the shift toward eco-conscious manufacturing has produced some of the best fabrics for screen printing we've seen in 25 years. We know what you want; you need garments that look great and respect the planet. We deliver that every time.
Organic cotton has moved from a niche luxury to the industry standard. It's grown without synthetic pesticides, which results in a stronger, more resilient fibre. For screen printers, this means a more consistent surface. When the fabric is uniform, the ink sits perfectly. You get vibrant colours and sharp edges that don't bleed. This isn't just about being "green"; it's about the superior quality of the finished product. YOU WANT IT, WE CREATE IT!
Organic Cotton and Ethical Sourcing
We recommend Stanley/Stella for clients who refuse to compromise. Their 100% organic cotton garments, like the 180gsm Creator tee, feature a highly compacted knit. This "clean face" is essential for intricate designs. Unlike cheaper alternatives, there are no stray fibres to poke through your ink layer. This makes them one of the best fabrics for screen printing detailed, multi-colour graphics. Don't forget to use your merch labels to tell this story. Adding a "100% Organic" tag increases the perceived value of your shirts by up to 25% in retail environments.
Recycled Materials: Challenges and Wins
Recycled polyester, often called rPET, is a game-changer for 2026. We're now seeing high-quality hoodies made from 100% recycled plastic bottles. These garments are durable and moisture-wicking, making them perfect for activewear. However, recycled fibres require expert handling. They are prone to dye migration, where the fabric dye seeps into your print. Our team uses specialised low-bleed inks and specific curing temperatures to prevent this. For the best results, we suggest a hybrid blend. A 60% organic cotton and 40% recycled polyester mix offers the perfect balance. You get the soft feel of natural cotton with the technical performance of recycled synthetics.
Bamboo and hemp are also gaining ground in the UK market, with a 35% increase in demand since 2024. These fabrics are incredibly sustainable but very absorbent. They drink up ink faster than standard cotton. If you're using these specialty fabrics, you need a printer who understands mesh counts and squeegee pressure. We've spent decades mastering these nuances so your merch looks professional, not DIY.
Choosing the right material shouldn't be a headache. Whether you're looking for carbon-neutral organic cotton or high-performance rPET, we have the expertise to make your vision a reality. We've been doing this for over 25 years. We know what works, and we know how to make your brand stand out. Contact us today for a no-obligation quote on your next sustainable project. we know what you want - we deliver on time everytime!
Match Your Fabric to Your Mission: A Practical Selection Framework
Choosing the best fabrics for screen printing depends entirely on your end goal. A t-shirt destined for a muddy festival main stage requires a different DNA than a polo shirt worn in a high-end Mayfair showroom. At RAW Merch, we've spent 25 years helping clients navigate these choices. We know that the wrong fabric choice can lead to cracked prints or distorted logos after just three washes. You need a garment that matches your mission perfectly.
For high-end retail brands, the mission is perceived value. You are looking for premium weaves like 220 GSM heavy-weight combed cotton. These fabrics allow for a 300% markup because they feel substantial and expensive. If you are planning event giveaways, the mission shifts to cost-effectiveness without becoming "disposable" waste. Aim for a 150 GSM ringspun cotton. It provides a smooth printing surface for your logo while keeping the unit price low enough for a 5,000-piece run.
The Band Merch Strategy
Touring bands need gear that survives the "wash, wear, repeat" cycle of life on the road. We always advise sticking to 100% ringspun cotton for band tees. Unlike standard carded cotton, ringspun fibres are twisted and thinned, resulting in a stronger, smoother yarn. This smoothness is vital for high-detail album artwork. It ensures the ink bonds deeply with the fabric rather than sitting loosely on top.
Colour choice is a strategic tool for bands. While black is the industry standard for a reason, charcoal and navy are excellent at hiding "tour grime" while making white or neon discharge inks pop. Don't settle for basic fits if you want to stand out at the merch desk. Check out these 10 Printed T-Shirt Ideas to Boost Your Brand to see how fabric and design work together.
Workwear and Uniform Essentials
Corporate workwear demands durability above all else. When staff wear a garment five days a week, 100% cotton often fails. It shrinks and loses shape under the heat of industrial laundries. This is why poly-blends are the superior choice for uniforms. A 65% polyester and 35% cotton blend offers the breathability of natural fibre with the "armour" of synthetic polyester. It resists pilling and maintains a professional silhouette for 12 months or more of heavy use.
GSM, or Grams per Square Metre, is your benchmark for quality here. For a standard staff tee, look for 180 GSM. For sweatshirts or hoodies, don't go below 280 GSM if you want to maintain warmth and structure. Using the best fabrics for screen printing in a professional setting ensures your team looks sharp, not sloppy. You can explore our range of Branded Uniforms & Workwear: Unify Your Team to find the right weight for your industry.
Whether you are kitting out a construction crew or launching a streetwear drop, your fabric choice dictates your success. We don't guess; we use two decades of data to ensure your print stays vibrant. If you are ready to start your next project with experts who deliver on time every time, contact us for a no-obligation quote today.
Get It Right Every Time: How RAW Merch Guarantees Print Quality
Choosing the best fabrics for screen printing is only half the battle. You need a partner who understands the chemistry behind the ink and the tension of the screen. At RAW Merch, we've spent over 25 years refining our process to ensure your designs don't just look good on screen; they look perfect on your customers. Since 1999, our no-nonsense approach has helped thousands of UK clients avoid costly mistakes. We don't bother with fluff or upselling things you don't need. We focus on what works, saving you money by getting the job right the first time.
Our workflow is built for speed and precision. It starts with your vector file. We don't guess; we verify. Our team checks every line weight and colour separation before a single drop of ink touches the mesh. If your artwork needs a slight tweak to ensure it pops on a specific material, we'll tell you. We've mastered the art of high-volume production without sacrificing the boutique quality our clients expect. From the moment your file hits our inbox to the final heat-cured finish, every step is handled by seasoned experts.
YOU WANT IT, WE CREATE IT! While t-shirts are the bread and butter of the industry, we go much further. From heavy-duty hoodies and sweatshirts to eco-friendly tote bags and workwear, we customise it all. Our experience allows us to advise you on which garments will hold detail best, saving you from wasting money on unsuitable materials. We've invested in the best machinery in the UK to ensure our output remains consistent whether you order 25 shirts or 5,000.
Operating out of our UK facility allows us to bypass the common pitfalls of international sourcing. You won't face three-week delays at a shipping port or deal with fluctuating currency rates that mess with your budget. We provide a 7 to 10-day standard turnaround, which is vital for bands heading out on tour or businesses launching seasonal promotions. Our local presence means your money stays in the British economy while you receive a premium product with reliable British delivery.
Our Expertise in Action
We don't use a one-size-fits-all ink. If you've chosen a tri-blend or a specific polyester mix, we use additives to ensure the print stays flexible and doesn't crack. This technical knowledge is why we're the first choice for UK bands and independent businesses. We've delivered over 500,000 garments to date, always sticking to our promise: we deliver on time everytime! Our ink choices are tailored to your specific fabric.
Ready to Start Your Project?
Bulk ordering shouldn't be a headache. We offer clear pricing with significant savings when you order 50 units or more. Getting a no-obligation quote is simple and fast. We'll look at your design, suggest the best fabrics for screen printing your specific artwork, and give you a straight answer on costs. We're ready to bring your vision to life. Contact us for your custom merchandise quote!
Build Your Brand on the Right Foundation
Success in custom apparel starts long before the ink hits the garment. You've seen how choosing the best fabrics for screen printing determines whether your merch lasts for years or fades away after one wash. Whether you're opting for 100% heavy cotton for that premium band tee feel or selecting recycled polyester for a 2026 sustainability push, your fabric choice is your brand's handshake. Don't leave it to chance.
At RAW Merch, we've spent over 25 years mastering the art of the perfect print. Operating from our dedicated UK-based printing and fulfilment centre, we're the go-to specialists for high-quality band and corporate merchandise. We understand the technical demands of different textiles and ensure your design looks sharp every time. You want it, we create it. It's time to get your project moving with a team that knows exactly what you need and delivers on time every time.
Contact RAW Merch for a no-obligation quote!
We're ready to bring your vision to life with quality you can actually feel.
Frequently Asked Questions
What is the absolute best fabric for screen printing?
100% cotton is the industry gold standard because its natural fibres absorb plastisol and water-based inks more effectively than any synthetic alternative. We have used it for over 25 years because it provides a smooth, flat surface for high-detail designs. While blends work well, 100% cotton ensures your custom merchandise looks sharp and lasts through 50 or more wash cycles without losing its vibrant finish. It is easily one of the best fabrics for screen printing for any project.
Can you screen print on 100% polyester without it fading?
You can screen print on 100% polyester without fading by using specialised low-bleed inks and a polyester-specific underbase. This prevents dye migration, where the fabric's colour bleeds into the print and dulls the design. At RAW Merch, we cure these garments at a controlled 160 degrees Celsius to lock in the design. This process ensures your sports kits and activewear maintain 100% of their colour intensity even after heavy use on the pitch.
What does GSM mean when choosing a t-shirt?
GSM stands for Grams per Square Metre; it measures the weight and density of the fabric. A standard t-shirt usually sits between 150 GSM and 180 GSM, while premium heavyweight hoodies often exceed 300 GSM. Higher GSM numbers indicate a thicker, more durable garment that feels substantial. We recommend a minimum of 165 GSM for high-quality band shirts to ensure the fabric doesn't feel thin or cheap to your fans.
Is organic cotton better for screen printing than regular cotton?
Organic cotton offers a smoother surface for screen printing because it is grown without harsh chemicals that can degrade fibre quality. It typically costs 20% to 30% more than standard cotton but provides a premium, soft-touch feel that customers love. Because the fibres are less processed, they hold ink exceptionally well. Choosing organic cotton for the best fabrics for screen printing allows you to market your brand as eco-conscious while maintaining professional standards.
Why do some prints crack on certain fabrics but not others?
Prints crack when the ink isn't cured at the correct temperature or when the fabric stretches beyond the ink's flexibility. This happens most often on ribbed fabrics or 100% polyester if the printer doesn't use a stretch additive. We test every batch to ensure the ink bonds perfectly with the garment. If a print fails after 5 washes, it is usually because the dryer temperature fluctuated below the required 160 degrees Celsius mark during production.
How do I choose the right fabric for my band merchandise?
Choose 100% ringspun cotton between 150 and 180 GSM for band merchandise that fans will actually want to wear. This fabric provides the best balance of comfort, durability, and cost-effectiveness for bulk orders. If you are selling shirts for £20 or £25 at a gig, your fans expect a soft feel and a print that won't peel. We have helped thousands of UK bands select garments that survive the mosh pit and the washing machine.
What is the difference between ringspun and combed cotton for printing?
Ringspun cotton is made by twisting fibres into fine strands, while combed cotton goes through an extra step to remove short, prickly fibres and impurities. Combed cotton is the superior choice for high-detail prints because it creates a flatter, cleaner surface for the screen. Using combed, ringspun cotton reduces stray hairs in your design by up to 40%. This results in a retail-quality finish that sets your products apart from basic promotional gear.